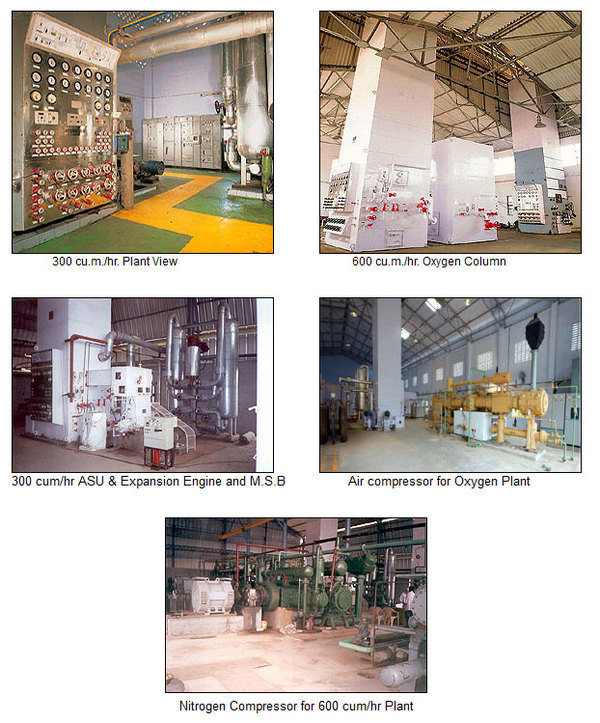
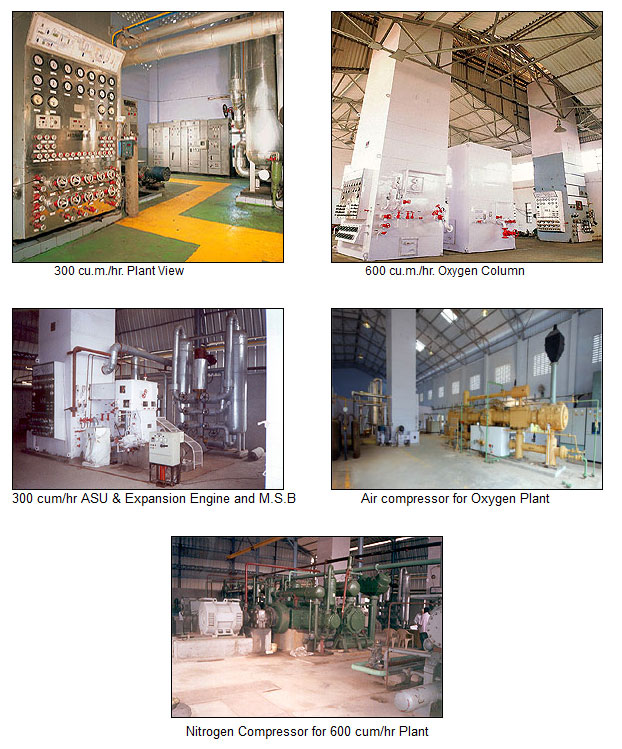
Sanghi Overseas is a Leading ,Manufacturer & Exporter of Oxygen Plants, Nitrogen Plants, Air Separation Plants, PSA Plants, Nitrous Oxide Plants and Carbon Di-oxide Plants. The Company also m... read more

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.

Sanghi Overseas
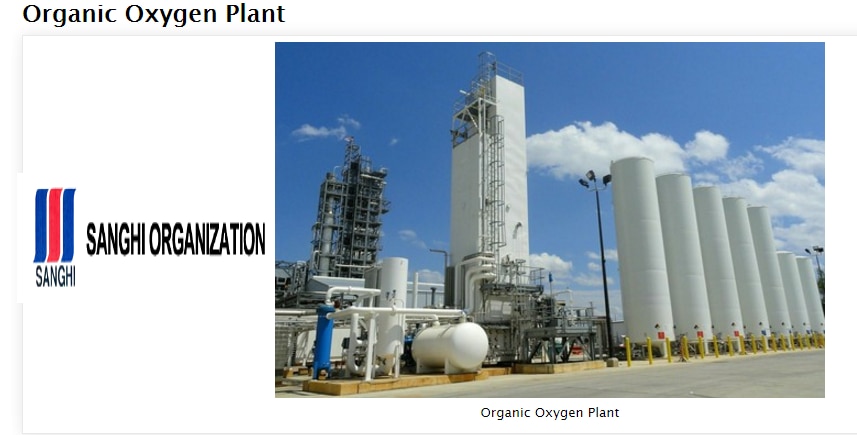
Sanghi Overseas
Sanghi Overseas

Sanghi Overseas

Sanghi Overseas
Sanghi Overseas
Sanghi Overseas
Sanghi Overseas
Sanghi Overseas
Sanghi Overseas



about our organization
Sanghi Overseas is a Leading ,Manufacturer & Exporter of Oxygen Plants, Nitrogen Plants, Air Separation Plants, PSA Plants, Nitrous Oxide Plants and Carbon Di-oxide Plants. The Company also manufactures and exports related Allied ...Read More
- 18
Products Available